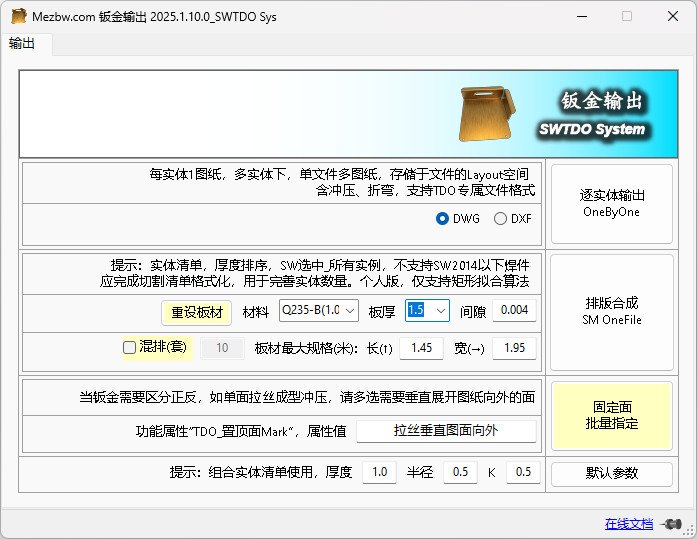
钣金输出 相关视频批量调整钣金厚度 https://www.bilibili.com/video/BV1KwyQYzEbX/ 批量区分正反面 https://www.bilibili.com/video/BV1axyfYTErE/ 矩形拟合排版下料 https://www.bilibili.com/video/BV11eanzaEi7/ SM Onefile 多选支持:装配多选文件区分避让:不避让支持自定义切割间隙支持自定义板材尺寸SM Onefile,用于钣金排版,可直接将整套装配内的所有钣金实体展开图,合并到唯一工程图下重点场景:此工具不但可以在装配下运行,在路径批处理中,也支持使用,亦即,此工具可以根据批量需求,对不止一套设备,做钣金统一输出组合技:实体清单的SM选中_所有实例+SM Onefile实体清单的属性统计表,支持根据字段,选择所有实例。所有实例,等于在一套产品内的数量。SM Onefile,可以根据零件数量,将所有实例(不仅仅是零件,而是零件中的钣金实体)排版自动排版。 SM Onefile 组合技 实体清单的属性统计表,支持根据字段,选择所有实例。所有实例,等于在一套产品内的数量。SM Onefile,可以根据零件数量,将所有实例排版自动排版。根据厚度排序多选,实现同厚度排版根据材料排序多选,实现同材料排版实体清单内,按材料、折弯半径、厚度排序,批量调整K因子,实现批量修改钣金零件展开,重设排版 SM Onefile 混排 场景列举:假设一套柜子,要1.7块板子,10个柜子,理论上要17块板子。当然肯定得混排所有板子。但我做1套柜子,实际要2块板子。如果排版的成本为0,那做10个柜子,你用20块板子做,还是用17块板子做?节选自AI助理的问答:1. 生产管理复杂度增加所有零件混在一起切割 → 切完后需要分拣分拣错误会导致装配缺件、返工需要更精细的标识(刻字、标签)、物流管理举例:10套柜子的侧板、门板、背板全在同一块板上切 → 切完一堆零件堆在一起,怎么知道哪块属于哪套?2. 仓储与物流压力无法“按单出料” → 不能边切边装配必须等全部切完、分拣完,才能开始折弯/装配增加在制品库存(WIP)3. 生产柔性下降如果客户临时取消1套 → 但板子已经混排切了 → 材料浪费或需调整无法灵活应对插单、变更4. 质量追溯困难某块板切割质量差 → 影响多个柜子出现批量缺陷时,难以定位是哪一批/哪一套5. 工艺约束限制排料效率实际中,零件方向、桥位(tab)、切割路径、余料利用等都会影响利用率理论1.7块板,可能实际混排也只能做到1.8块(因为几何限制)6. 设备与人力协调成本虽然排版“免费”,但需要工艺员花时间审核、调整自动排版结果操作工需要更仔细地处理零件标识和流转 One by one 每实体1图纸,多实体下,单文件多图纸,存储于文件的Layout空间,含冲压、折弯,支持TDO标准加号CNV文件格式,即支持Prod索引 默认参数 说明:调整钣金的默认值,折弯半径,钣金厚度,k因子 固定面批量指定 多选支持:装配下,支持“面”的多选,文件区分避让:避让组合技:固定面批量指定后,使用创建三视图,将自动把置顶面信息,体现在工程图中当钣金正反面质地不同(如喷漆面,拉丝面,剖光面),需要明确规定钣金下料方向,可使用本命令,严格定义钣金拉丝面方向此命令,会在零件中,增加一个专用属性“置顶面Mark”,属性值,由用户定义重点场景:此工具不但可以在装配下运行,在路径批处理中,也支持使用,亦即,此工具可以根据批量需求,对不止一套设备,做钣金统一输出 面积统计【企业版】 多选支持:装配、零件下,支持“面”的多选,文件区分避让:不避让用于配合企业版钣金报价系统的丝印面积统计可在装配下使用,可在零件下使用;请勿同时在零件和装配下使用,将造成统计数据重叠 系统初始化 取号系统 智能更名 快捷更名 创建三视图 工程图输出 数模输出 路径批处理 记事本 外挂系统 钣金输出 螺栓统计 部件加速 随机着色 视图标注 实体清单 属性格式化 Prod中心 备份系统 绘图标准 图框替换 AI助理 环境自检 属性管理器 代号序列化 指导与激活 修复引用 打开路径 快捷取号 数据后台